Our Revolutionary Epoxy Molding System Fast, Stable and Flame Resistant
Vpoxy is a proprietary epoxy molding system designed for very fast molding cycles and excellent shelf stability. This revolutionary system requires low transfer pressures to achieve optimum cavity fill, while providing excellent moisture protection and leadwire adhesion.
The material is a soft-flow, mineral-filled, fiberglass-reinforced epoxy molding compound that meets the UL 94 V-0 flammability rating. It is designed for use in both transfer and screw injection molding equipment.
Vpoxy exhibits exceptional shelf stability while maintaining a rapid curing process and is considerably less abrasive than ordinary silica-filled materials.
UL1446, Class F, Encapsulated coil system available upon request.
Physical Properties
| Filler | Mineral/Fiberglass |
| Form | Granular |
| Bulk Density (gm/cc) | 0.90 |
| Spiral Flow (in) | 30 - 40 |
| Hot Plate Cure (sec) | 30 - 40 |
| Molded Density (gm/cc) | 2.00 |
| Mold Shrinkage (cc/cm) | 0.006 |
Electrical Properties
| Dielectric Constant (@23°C, 1 KHz) | 4.7 |
| Dissipation Factor (@23°C, 1 KHz) | 0.006 |
| Loss Factor (1 KHz) | 0.020 |
| Arc Resistance (seconds) | 190 |
| Dielectric Strength (volts/ml) | 450 |
*Values based on generic testing for this type system. Subject to revision.
Mechanical Properties
| Flexural Strength (kg/cm²) | 1,100 |
| Tensile Strength (kg/cm²) | 750 |
| Hardness (Shore D) | 90 |
| Izod Impact (kg-m/cm of notch) | 0.022 |
Thermal Properties
| Thermal Conductivity (cal/cm-sec-°C x 104) | 30 |
| Max Intermittent Operation Temperature | 210°C |
Storage & Handling
Material should be stored in closed and sealed containers. Allow refrigerated material to equilibrate to room temperature before opening. Shelf Life * @ 72°F 12 months.
OUR CAPABILITIES
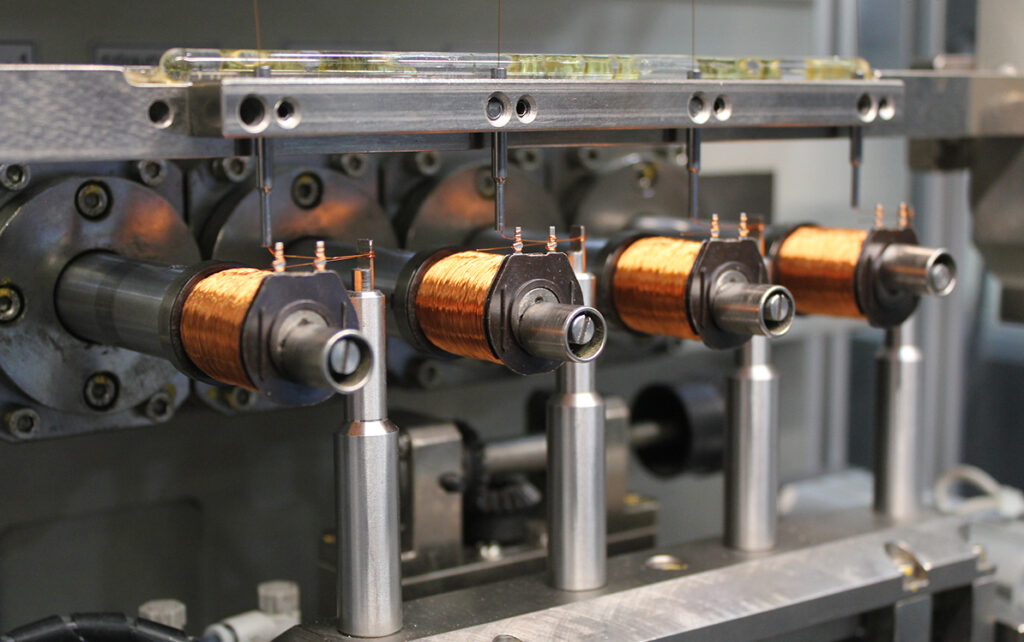
COIL WINDING
Coil winding is where it all began for PeterPaul back in 1947. In 1972, our strategy shifted, and coil winding operations were relocated from New Britain, Connecticut, to Fajardo, Puerto Rico. We offer a wide range of coil winding capabilities to meet the diverse needs of our customers. Our experienced in-house team can design custom processes and provide the tooling required for any application that fits within our capabilities.
Let us quote your needs and see if we can help you reduce costs on your coil windings while you concentrate on your core businesses.

METAL STAMPING
At PeterPaul, bringing metal stamping for many of our coil components in-house was a strategic investment that delivered both cost efficiency and quality. Over the years, this commitment has evolved into deep expertise in precision metal stamping, along with advanced die design and construction — all engineered and manufactured under one roof. From housings and yokes to brackets, washers, plates, terminals, and highly specialized, application-specific components, our team produces critical parts with consistent performance. Our progression die was designed and built entirely in-house using the latest tool design technologies.

THERMOPLASTIC MOLDING
Thermoplastic Insert molding. Our plant was ahead of its time back in 1972, thanks to a pioneering effort by our founders. Leveraging our innovation, knowledge, and relationships, we have worked very closely with makers of Thermosets since the 1960’s and developed the best compounds for their needs. The roots of those relationships can be seen right here in our plant, rooted in a profound knowledge of formulation and compounding capabilities. Inquire about our compounds. On the other hand, we have pioneered processes in the Thermoplastic arena. Peter Paul Electric, Inc. has been working with these materials for many years, including close cooperation with DuPont.
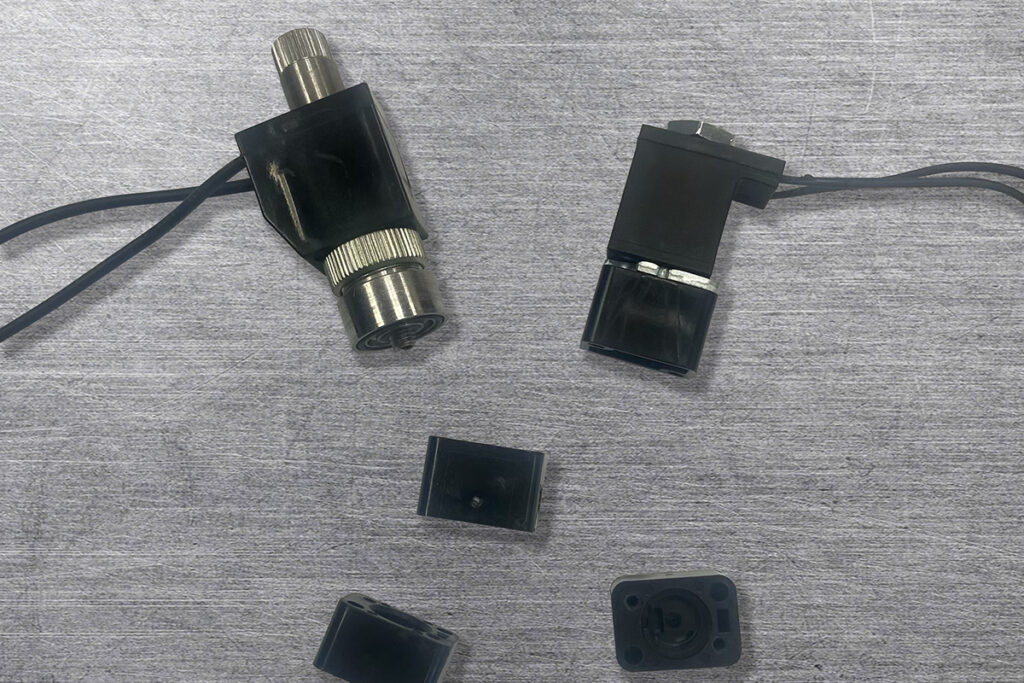
PLASTIC VALVES
Our solenoid-operated valves are designed using Rynite® PET thermoplastic polyester resin and Delrin® acetal resin. The solenoid assembly is encapsulated in Rynite® PET thermoplastic polyester resin rather than epoxy. The coil bobbin is injection molded from Rynite® PET or, for valves installed in food or beverage equipment, from Delrin® acetal resin. The valve body, formerly machined from brass, stainless steel, or aluminum, is now injection-molded from Delrin®.
For more information, please contact us at info@peterpaulelectric.com.


ABOUT US
Peter Paul Electric, Inc. has been manufacturing coils in Fajardo, Puerto Rico, since 1972. Our history extends back to 1947 with the founding of Peter Paul Coil Company in New Britain, Connecticut. Over the years, we have developed broad experiences across several manufacturing disciplines and approach each project with a practical, solutions-focused mindset. We believe that maintaining control over key processes helps ensure consistent quality and reliable performance. For this reason, we have established a range of in-house capabilities that begin with tool design, construction, and maintenance. We design, build, and maintain our plastic molds and metal stamping dies in-house, recognizing that part quality depends heavily on tooling quality. Our capabilities include coil winding, assembly operations, metal stamping, and a wide range of plastics molding solutions.
With more than 50 years of experience in insert and bobbin molding, our team supports both thermoset and thermoplastic applications. Our plastics services include bobbin molding, high-precision parts molding, and high-precision insert molding. Our experience with thermoset materials has also enabled us to develop our own molding compounds, while continuing to support thermoplastic applications to meet a variety of customer needs.
We welcome the opportunity to discuss your project requirements.
Peter Paul Electric, Inc.
Fajardo, Puerto Rico
Our ISO 9001-certified factory in Fajardo, Puerto Rico, offers a wide range of products and services to our customers, including coil winding, assembly operations, metal stamping, and an array of plastic molding solutions and services to create high-precision molding parts. We have over 50 years of experience in the insert molding arena, which has enabled us to build an exceptional team to serve your high-precision insert molding needs.

Peter Paul Electronics Co. Inc.
New Britain, Connecticut
PeterPaul has a 77,000-square-foot facility located in New Britain, Connecticut. At this plant, we manufacture premier, high-quality solenoid valves, operators, and other high-performance products, including custom manifolds. Our history dates back to 1947, giving us decades of experience in manufacturing, innovative design, and research and development. This foundation allows us to provide engineering solutions tailored to our customers’ needs. Continuous improvement is part of the fabric of our company at every level.
To learn more about our products, please visit peterpaul.com.

Got questions? We’re here to help.
Physical Properties
| Filler | Mineral/Fiberglass |
| Form | Granular |
| Bulk Density (gm/cc) | 0.90 |
| Spiral Flow (in) | 30 - 40 |
| Hot Plate Cure (sec) | 30 - 40 |
| Molded Density (gm/cc) | 2.00 |
| Mold Shrinkage (cc/cm) | 0.006 |
| Filler | Mineral/Fiberglass |
| Form | Granular |
| Bulk Density (gm/cc) | 0.90 |
| Spiral Flow (in) | 30 - 40 |
| Hot Plate Cure (sec) | 30 - 40 |
| Molded Density (gm/cc) | 2.00 |
| Mold Shrinkage (cc/cm) | 0.006 |
Electrical Properties
| Dielectric Constant (@23°C, 1 KHz) | 4.7 |
| Dissipation Factor (@23°C, 1 KHz) | 0.006 |
| Loss Factor (1 KHz) | 0.020 |
| Arc Resistance (seconds) | 190 |
| Dielectric Strength (volts/ml) | 450 |
| Dielectric Constant (@23°C, 1 KHz) | 4.7 |
| Dissipation Factor (@23°C, 1 KHz) | 0.006 |
| Loss Factor (1 KHz) | 0.020 |
| Arc Resistance (seconds) | 190 |
| Dielectric Strength (volts/ml) | 450 |
*Values based on generic testing for this type system. Subject to revision.
Mechanical Properties
| Flexural Strength (kg/cm²) | 1,100 |
| Tensile Strength (kg/cm²) | 750 |
| Hardness (Shore D) | 90 |
| Izod Impact (kg-m/cm of notch) | 0.022 |
| Flexural Strength (kg/cm²) | 1,100 |
| Tensile Strength (kg/cm²) | 750 |
| Hardness (Shore D) | 90 |
| Izod Impact (kg-m/cm of notch) | 0.022 |
Thermal Properties
| Thermal Conductivity (cal/cm-sec-°C x 104) | 30 |
| Max Intermittent Operation Temperature | 210°C |
| Thermal Conductivity (cal/cm-sec-°C x 104) | 30 |
| Max Intermittent Operation Temperature | 210°C |
Storage & Handling
Material should be stored in closed and sealed containers. Allow refrigerated material to equilibrate to room temperature before opening. Shelf Life * @ 72°F 12 months.